(一)鋼筋冷拉
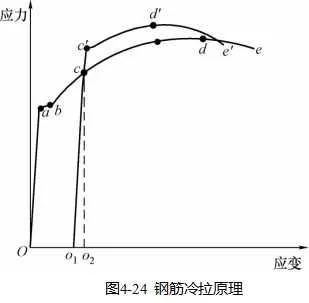
1.鋼筋的冷拉原理
鋼筋冷拉原理如圖4-24所示�����。
2.冷拉控制
鋼筋冷拉控制可以用控制冷拉應力和控制冷拉率的方法���。冷拉控制應力值如表4-7所示����。

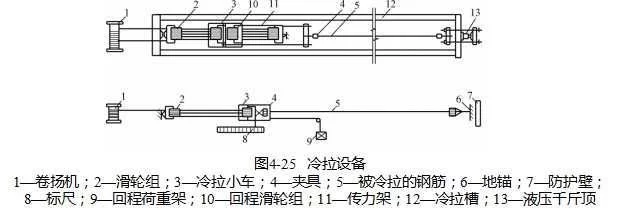
3.冷拉設備
鋼筋冷拉可用卷揚機或長行程液壓千斤頂進行����,目前多采用卷揚機進行���。用卷揚機冷拉時�����,其主要設備有卷揚機�、滑輪組���、承力結構����、回程裝置����、測量設備和鋼筋夾具組成��,其整體結構如圖4-25所示��。
4.鋼筋的冷拉計算
鋼筋的冷拉計算包括冷拉力�、拉長值���、彈性回縮值和冷拉設備選擇計算�����。
(1)冷拉力Ncon計算���。冷拉力計算的作用有兩方面:①確定按控制應力冷拉時的油壓表讀數;②作為選擇卷揚機的依據���。
冷拉力應等于鋼筋冷拉前截面積As乘以冷拉時控制應力σcon��,即Ncon=Asσcon
(2)計算拉長值ΔL��。鋼筋的拉長值應等于冷拉前鋼筋的長度L與鋼筋的冷拉率δ的乘積���,即ΔL=Lδ
(3)計算鋼筋彈性回縮值ΔL1��。根據鋼筋彈性回縮率δ1(一般為0.3%左右)計算�,即:ΔL1=(L+ΔL)δ1
則鋼筋冷拉完畢后的實際長度為:L′=L+ΔL-ΔL1
(4)冷拉設備的選擇及計算��。設備的冷拉能力要大于鋼筋冷拉時所需的最大拉力��,同時還要考慮滑輪與地面的摩擦阻力及回程裝置的阻力���,一般取最大拉力的1.2~1.5倍����。
卷揚機���、滑輪組冷拉設備的拉力:Q=T/K′-F
式中�,T為卷揚機拉力(kN);
F為設備阻力(kN)����,取5~10 kN;
K′為滑輪組的省力系數�����。K′可按下式計算或查表4-9�。
K′=[f n-1(f-1)/(f n-1)]
式中����,f為單個滑輪阻力系數(青銅軸套為1.04);
n為滑輪組的工作線數��。
承力結構可采用地錨�����,測力裝置可采用彈簧測力計�、電子稱或帶油表的液壓千斤頂��。測力計負荷Fp���,當在張拉端時:
Fp=(1- K′)(N+F)
當在固定端時:Fp=N-F
式中�,N為鋼筋的冷拉力(kN)��。
5.冷拉鋼筋注意事項
冷拉鋼筋需注意的事項主要有以下幾方面:
(1)預應力鋼筋宜采用控制應力法��。對不能分清爐批的鋼筋��,不應采用控制冷拉率的方法進行冷拉��。
(2)鋼筋的冷拉速度不宜過快��,一般以0.5~1.0 m/min為宜��,待拉到規定的控制應力后��,須稍停1~2 min后再放松���。
(3)鋼筋冷拉可在負溫下進行���,溫度不宜低于-20 ℃���。當采用控制應力方法時�,冷拉控制應力較表4-7提高30 MPa;當采用控制冷拉率方法時則與常溫相同����。
(4)當采用控制應力方法冷拉鋼筋時�����,對使用的測力計應經常維護�,定期校驗�。
(5)冷拉后鋼筋表面不得有裂紋或局部緊縮現象�,并應按規范要求做拉伸試驗和冷彎試驗���,其力學性能應符合表4-6的規定�。
(6)冷拉中應注意安全�����,正對鋼筋的兩端嚴禁站人或者走動��,以防鋼筋斷裂回彈傷人�。
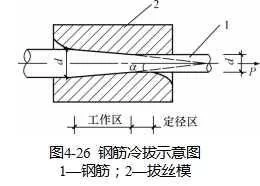
(二)鋼筋冷拔
冷拔是將Φ6~10 mm的HPB235級光圓鋼筋在常溫下強力拉過拔絲?���??如圖4-26所示)�。
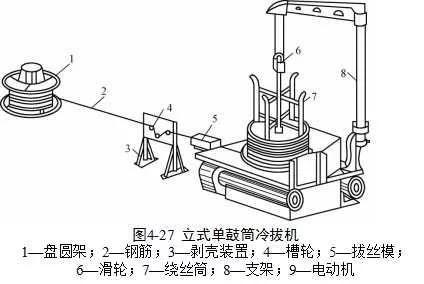
冷拔用的拔絲機有立式(圖4-27所示)和臥式兩種���。其鼓筒直徑一般為500 mm����。冷拔速度約為0.2~0.3 m/s��,速度過大易斷絲��。
鋼筋冷拔的工藝過程為:軋頭→剝殼→通過潤滑劑進入拔絲模拔絲��。如鋼筋需連接則應在冷拔前用對焊連接���。
冷拔次數一般不宜過多���,一是影響生產效率;二是鋼絲會發脆����,對伸長率有影響��,但冷拔次數過少�,每次壓縮量過大��,也易發生斷絲和設備安全事故��。根據經驗一般前道鋼絲直徑和后道鋼絲的直徑之比以1∶1.15為宜��。如Φ8拔至Φ5��,冷拔過程可為Φ8→Φ7→Φ6.3→Φ5.7→Φ5���。如由Φ6.5拔至Φ4���,可為Φ6.5→Φ5.7→Φ5→Φ4.5→Φ4���。
冷拔低碳鋼絲的質量應符合表4-10的要求�。

(三)鋼筋的其他加工方法
除冷加工外�,鋼筋的加工還有除銹��、調直���、下料剪切及彎曲成型�。鋼筋加工的形狀��、尺寸應符合設計要求�����,其偏差應符合表4-11的規定��。

1.除銹
鋼筋除銹一般可以通過以下兩個途徑:
(1)少量的鋼筋局部除銹可采用電動除銹機或人工用鋼絲刷�����、砂盤以及噴砂和酸洗等方法進行�。
(2)大量鋼筋除銹可通過鋼筋冷拉或鋼筋調直機調直過程中完成��。
2.調直
鋼筋調直宜采用機械方法�,也可以采用冷拉���。對局部曲折��、彎曲或成盤的鋼筋在使用前應加以調直��。鋼筋調直方法很多�,常用的方法是使用卷揚機拉直和用調直機調直�。
3.切斷
切斷前����,應將同規格鋼筋長短搭配���,統籌安排����,一般先斷長料�,后斷短料�,以減少短頭和損耗����。鋼筋切斷可用鋼筋切斷機或手動剪切器�����。
4.彎曲成型
鋼筋彎曲的順序是畫線�、試彎����、彎曲成型�。畫線根據不同的彎曲角在鋼筋上標出彎折的部位�,以外包尺寸為依據����,扣除彎曲量度差值��。鋼筋彎曲有人工彎曲和機械彎曲�����。
(四)安裝檢查
鋼筋安置位置的偏差應符合表4-12的規定�����。





 24小時服務熱線
24小時服務熱線 

 淘寶旺旺
淘寶旺旺